














| 服務項目 | 瀏覽量8 | 發布時間2017-04-12 |
| 品牌宏圖 | 所在地山東 聊城 | 起訂≥1 件 |
| 供貨總量未填 | 發貨0天內發貨 | 有效期至2025-03-09已下架 |
| 服務項目 | 瀏覽量8 | 發布時間2017-04-12 |
| 品牌宏圖 | 所在地山東 聊城 | 起訂≥1 件 |
| 供貨總量未填 | 發貨0天內發貨 | 有效期至2025-03-09已下架 |


不銹鋼熱軋卷酸洗后,帶鋼兩邊部普遍存在寬度8-18mm通長粗糙帶,稱為側翻。由于側翻在冷軋后消除不了,直接影響到冷軋成品表面質量,所以一般切邊后交貨。在實際生產中,應盡量控制側翻的寬度。
側翻形成機理及原因:
1.由于連鑄坯大面修磨后棱角尖銳,而側面不修磨,經加熱氧化后,側面粗糙,在粗軋立軋后,會使4個棱角及未修磨側面金屬延伸到板面上去,形成側翻;
2.粗軋立輥磨損大,快造成側翻寬度加寬;
3.坯料寬度波動大,長度方向梯形等致使立輥側壓量控制不穩定,側翻寬度加寬,冷軋后側翻切不凈。
控制措施:
1.側翻主要是鑄坯側面不修磨又經加熱氧化后表面粗糙,軋薄后翻至帶鋼表面所致;如果原始鑄坯側面光潔度高,相應加熱、軋制過程中粗糙、氧化也較輕,可有效減輕或看不到側翻現象。
2.熱軋時粗軋立輥采用適當的側壓量,可減少立軋過程中鑄坯側面向表面翻轉量,減少側翻寬度。
3.連鑄板坯縱向側凹澆鑄可顯著降低鋼卷側翻寬度,且隨著側凹程度不同,鋼卷側翻寬度降低兩也隨之發生變化,當側凹量為3mm時,鋼卷側翻寬度降低效果最為明顯,同時側翻寬度的離散程度也減小。
國內,太鋼采取以上措施后,鋼卷側翻平均寬度由11.2mm降低至9.3mm,提高了鋼卷的利用率,同時對結晶器的損害很小,效果良好。


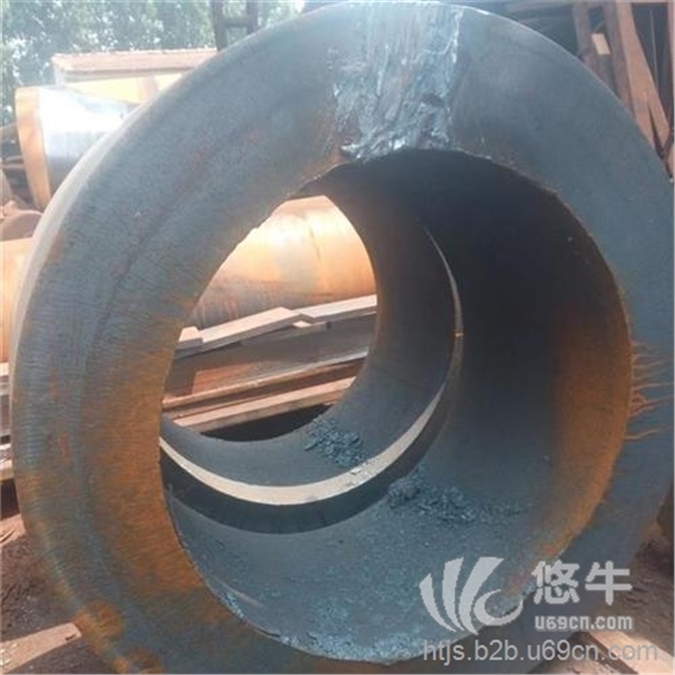
卷管致力于生產環縫、縱環各類卷管及鋼制壓力鋼管并在傳統卷管設備同類規格型號的基礎上進行改造。使卷管設備的各項參數提高30%之功能,填補了原有傳統卷制設備不能生產的空白。可生產直徑400以上,壁厚8-100mm的鋼管。
φ480×10 16Mn是指卷管材質為16Mn,卷管外徑為480mm,卷管壁厚為10mm。
在鋼鐵行業中,材質有:Q235,Q345,16Mn,16MnR,20G,15CrMoR,Q550,10CrMoAl,S355JR,A537CL2,等等。

本網頁所展示的有關【卷管_無縫管_山東宏圖金屬材料有限公司】的信息/圖片/參數等由悠牛網的會員【山東宏圖金屬材料有限公司】提供,由悠牛網會員【山東宏圖金屬材料有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【卷管_無縫管_山東宏圖金屬材料有限公司】有關的信息/圖片/價格等及提供【卷管_無縫管_山東宏圖金屬材料有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對悠牛網的關注與支持!

![]() 400-6352-900
400-6352-900











