










| 服務項目 | 瀏覽量6 | 發布時間2013-09-14 |
| 品牌OTC | 所在地遼寧 沈陽 | 起訂未填 |
| 供貨總量未填 | 發貨0天內發貨 | 有效期至2025-03-09已下架 |
| 服務項目 | 瀏覽量6 | 發布時間2013-09-14 |
| 品牌OTC | 所在地遼寧 沈陽 | 起訂未填 |
| 供貨總量未填 | 發貨0天內發貨 | 有效期至2025-03-09已下架 |
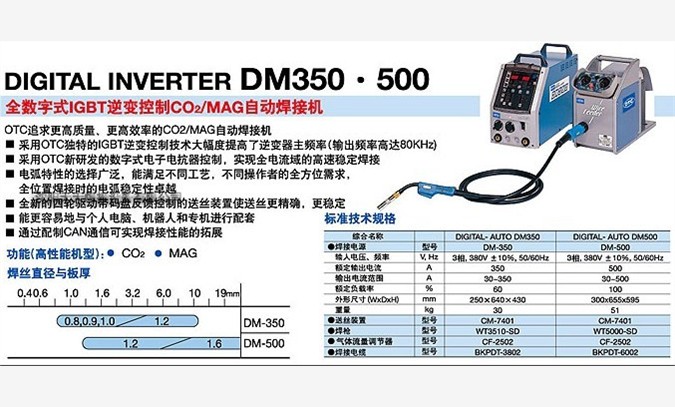
OTC全數字逆變氣保焊機DM350.500
電弧特性的選擇廣泛,能滿足不同工藝,不同操作者的全方位需求,全位置焊接時的電弧穩定性卓越能更容易地與個人電腦、機器人和專機進行配套
全數字式IGBT逆變控制CO2/MAG自動焊接機
銷售熱線13238872530
沈陽焊機http://www.tthanji.com OTC焊機http://www.syotc.com OTC機器人http://www.sytthj.com/ OTC氣保焊機http://www.otchanji.com/ OTC電焊機http://www.otcwelder.com/ 歐地希焊接設備http://www.syttwelder.com/ OTC焊機官網 http://otc-cn.com OTC焊接機器人-為您的企業提供全面自動化焊接解決方案!
OTC追求更高質量,更高效率的CO2/MAG自動焊接機
1.采用OTC獨特的IGBT逆變控制技術大幅度提高逆變器主頻率(80KHz)
2.采用OTC新研發的數字式電子電抗器控制,實現全電流域的高速穩定焊接
3.電弧特性的選擇廣泛,能滿足不同工藝,不同操作者的全方位需求,全位置焊接時的電弧穩定性卓越
采用OTC新研發的數字式電子電抗器控制,實現全電流域的高速穩定焊接
全新的四輪驅動帶碼盤反饋控制的送絲裝置使送絲更精確,更穩定
通過配置CAN通信可實現焊接性能的拓展
4.全新的四輪驅動帶碼盤反饋控制送絲裝置使送絲更精確,更穩定
5.能更容易地與個人電腦、機器人和專機進行配套
6.通過配制CAN通信可實現焊接性能的拓展
氣體保護電弧焊簡稱氣體保護焊或氣電焊,它是利用電弧作為熱源,氣體作為保護介質的熔化焊。在焊接過程中,保護氣體在電弧周圍造成氣體保護層,將電弧、熔池與空氣隔開,防止有害氣體的影響,并保證電弧穩定燃燒。氣體保護焊,可以按電極的狀態、操作方式、保護氣體種類、電特性、極性、適用范圍等不同加以分類,常用氣體保護焊分類。
根據具體情況的不同,氣體保護焊可采用不同的氣體,常用的保護氣體有二氧化碳、氬氣、氦氣、氫氣及混合氣體。氣體保護焊的優點是:電弧線性好,對中容易,易實現全位置焊接和自動焊接;電弧熱量集中,熔池小,焊接速度快,熱影響區較窄,焊件變形小,抗裂能力強,焊縫質量好。缺點是不宜在有風的場地施焊,電弧光輻射較強。本節著重介紹氬弧焊和二氧化碳氣體保護電弧焊。
氬弧焊按照電極的不同分為熔化極氬弧焊和非熔化極氬弧焊兩種。
非熔化極氬弧焊的工作原理及特點
非熔化極氬弧焊是電弧在非熔化極(通常是鎢極)和工件之間燃燒,在焊接電弧周圍流過一種不和金屬起化學反應的惰性氣體(常常用氬氣),形成一個保護氣罩,使鎢極端頭,電弧和熔池及已處于高溫的金屬不與空氣接觸,能防止氧化和吸收有害氣體。從而形成致密的焊接接頭,其力學性能非常好。
可以焊接化學性質非常活潑的金屬及合金。惰性氣體氬或氦即使在高溫下也不與化學性質活潑的鋁、鈦、鎂、銅、鎳及其合金起化學反應,也不溶于液態金屬中。用熔渣保護的焊接方法(如手弧焊或埋弧焊等)很難焊接這些材料,或者根本不能焊接。
可獲得體質的焊接接頭。用這種焊接方法獲得的焊縫金屬純度高,氣體和氣體金屬夾雜物少,焊接缺陷少。對焊縫金屬質量要求高的低碳鋼、低合金鋼及不銹鋼常用這種焊接方法來焊接。
可焊接薄件、小件。可單面焊雙面成形及全位置焊接。焊接生產率低。鎢極氬弧焊所使用的焊接電流受鎢極載流能力的限制,電弧功率較小,電弧穿透力小,熔深淺且焊接速度低,同時在焊接過程中需經常更換鎢極。
焊絲通過絲輪送進,導電嘴導電,在母材與焊絲之間產生電弧,使焊絲和母材熔化,并用惰性氣體氬氣保護電弧和熔融金屬來進行焊接的。它和鎢極氬弧焊的區別:一個是焊絲作電極,并被不斷熔化填入熔池,冷凝后形成焊縫;另一個是保護氣體,隨著熔化極氬弧焊的技術應用,保護氣體已由單一的氬氣發展出多種混合氣體的廣泛應用,如Ar 80%+CO220%的富氬保護氣。通常前者稱為MIG,后者稱為MAG。從其操作方式看,目前應用最廣的是半自動熔化極氬弧焊和富氬混合氣保護焊,其次是自動熔化極氬弧焊。
熔化極氬弧焊與鎢極氬弧焊相比效率高,因為它電流密度大,熱量集中,熔敷率高,焊接速度快。另外,容易引弧。需加強防護,因弧光強烈,煙氣大,所以要加強防護。
非熔化極氣體保護焊對電極材料的要求耐高溫,在焊接過程中本身不熔化。電極要有較高的電子發射能力,要易于引弧及維持電弧的穩定燃燒。從這些要求來看,鎢是比較理想的電極材料。常用鎢極材料的特點 鎢極氬弧焊用的非熔化極材料有純鎢極、釷鎢極、鈰鎢極、鑭鎢極、鋯鎢極、釔鎢極等。其中前三種是最常見的。純鎢極 是使用歷史最長的一種非熔化電極。但其有一些缺點:一是電子發射能力較差,要求電源有較高的空載電壓;二是抗燒損性差,使用壽命較短,需要經常更換重磨鎢極端頭。目前主要用于交流電焊接鋁、鎂及其合金時,利用其破碎氧化膜的作用好的特點。
釷鎢極 在鎢中加入一定量的氧化釷(ThO2)后就成為釷鎢極。其電子發射能力高,所需電弧電壓低,引弧容易而且穩定,大大延長鎢極的使用壽命。但氧化釷(THO2)有微量放射性。
鈰鎢極 在鎢中加入2%以下的氧化鈰(CeO),就制成了鈰鎢極。其主要特點是:沒有放射性,許用電流增大,熱電子發射能力強,電弧穩定,熱量集中,使用壽命長,端頭形狀易于保持。
氬弧焊既可以使用直流電又可以使用交流電。而在使用直流電時,直流正極性應用最廣。電流種類及極性不同時,電弧的特點也截然不同。直流反極性 產生兩種極重要的物理現象,即“陰極破碎作用和鎢極過熱問題”。
陰極破碎作用。電流在直流反極性時,由于焊件是陰極,電弧空間的正離子飛向焊接熔池及其附近的區域,質量大的正離子帶著很大的動力撞擊其表面,釋放出很多能量,正離子撞擊陰極釋放出的能量要比電子撞擊陽極表面釋放出的能量多。在正離子的撞擊作用下,金屬表面氧化膜被破壞,甚至發生分解、蒸發而消失,液態金屬附近的母材表面清潔而光亮。冷卻以后,焊縫表面無氧化膜,成形美觀。這就是陰極破碎作用,被廣泛應用于化學性質非常活潑的金屬,如鋁、鎂及其合金的焊接。
鎢極過熱 由于鎢極是陽極,電子以很高的速度轟擊鎢極,放出大量的熱量,造成鎢極溫度升高,降低鎢極使用壽命,因而除了焊接鋁鎂合金外,一般很少使用。
焊件為正極,經受電子轟擊時放出的全部能量轉變成熱能,焊接熔池深而窄,有利于金屬的連接,焊接內應力和變形都小,焊接生產率高。鎢極不易過熱,使用壽命長,許用電流值大,鎢極發射電子能力強,電弧穩定。沒有陰極破碎作用,因而不能焊接鋁、鎂及其合金,但廣泛用于碳鋼、低合金鋼、不銹鋼、鎳基合金、鈦合金、銅合金等的焊接。
OTC追求更高質量、更高效率的CO2/MAG自動焊接機
采用OTC獨特的IGBT逆變控制技術大幅度提高了逆變器主頻率(輸出頻率高達80KHZ)
常用來與OTC機器人FD-V6/ FD-B4/FD-V6/FD-B4實現高質量的機器人焊接
本信息來自【OTC自動焊接機器人代理公司】 www.syotc.com
原文鏈接 http://www.syotc.com/show.asp?id=13
【TTotc-Bao】
========================================
聯系人:吳經理 電話:15555561771 18655553662 18602499479 13238872530
沈陽天天自動焊接設備有限公司地址:
遼寧省沈陽市鐵西區路官二街9-1號2門
還沒找到您需要的 其他電焊切割設備產品 ?立即發布您的求購意向,讓 其他電焊切割設備公司 主動與您聯系!
立即發布求購意向本網頁所展示的有關【哪里賣焊接機器人報價焊機怎么樣_其他電焊切割設備_沈陽天天焊接設備有限公司】的信息/圖片/參數等由悠牛網的會員【沈陽天天焊接設備有限公司】提供,由悠牛網會員【沈陽天天焊接設備有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【哪里賣焊接機器人報價焊機怎么樣_其他電焊切割設備_沈陽天天焊接設備有限公司】有關的信息/圖片/價格等及提供【哪里賣焊接機器人報價焊機怎么樣_其他電焊切割設備_沈陽天天焊接設備有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對悠牛網的關注與支持!

![]() 400-6352-900
400-6352-900











