








| 服務項目 | 瀏覽量2 | 發布時間2013-06-19 |
| 品牌未填 | 所在地河北 滄州 | 起訂≥1 件 |
| 供貨總量未填 | 發貨0天內發貨 | 有效期至2025-03-09已下架 |
| 服務項目 | 瀏覽量2 | 發布時間2013-06-19 |
| 品牌未填 | 所在地河北 滄州 | 起訂≥1 件 |
| 供貨總量未填 | 發貨0天內發貨 | 有效期至2025-03-09已下架 |
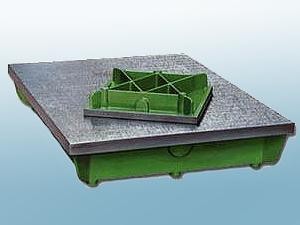
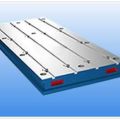
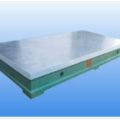
研磨平板平臺華北量具的老大哥。研磨平板鑄造時的注意事項:鑄造碾砂過程的控制,型砂的性能將直接影響量具鑄件的質量,因此,型砂應該具有良好的透氣性,濕強度、流動性、可塑性和退讓性等。嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進行約5h左右調勻。調勻后進行過篩、打松后再用,使型砂具有松散性,以提高透氣性、流動性等。鑄造澆注過程的控制。澆注前要對鑄水進行孕育和扒渣處理。在澆注過程中要不斷流、平穩,以避免沖砂而形成砂眼。跑火時要及時堵住漏鑄水的部位,并補足鑄水,以減少冷隔、澆不足等缺陷。鑄造清理過程的控制,清理過程是量具鑄件冷卻后從鑄型中清理量具鑄件,以獲得表面無缺陷的量具鑄件。合理的工藝:操作者要嚴格按工藝過程進行操作,歷求量具鑄件結構使模樣制造簡單方便,使分型面數目少,具有拔模斜度,砂芯數量要少,有合理的壁厚,連接處要有過渡。選擇合理的澆注系統,使量具鑄件順序凝固,以得到組織均勻的量具鑄件。合箱:合箱是一個不可忽視的重要環節,鑄型表面的浮砂要清理干凈,按印記對合,注意錯箱量,是減少量具鑄件偏箱的重要手段。下芯:下芯時要平穩,清理浮砂。砂芯的位置要放置好以防偏芯的產生。烘干:對于干模造型烘干工藝,要按操作規程進行操作,烘干時間為8h以上,以防因烘干不透而造成砂、氣孔等缺陷。 對鑄鐵平板消失模涂模時注意: (1):涂料要求:采用水基石墨涂料,其波美度為60-70之間,涂刷時在溫室內,烘干前嚴禁搬動,以防止變形.(2)刷涂要求:涂料攪拌均勻,刷涂時嚴謹露白. (3)涂層烘干:涂料供干后要有足夠的強度,在50-60℃的烘干24h。泊頭市精儀工量具制造廠為個體獨資企業。本公司技術力量雄厚,設備精良,交通便利。主要生產:焊接平臺,鉗工平板,劃線平板,研磨平臺等系列產品,也可按圖紙或實樣設計加工。為開拓和適應市場的發展,我們以技術為先導,培養了大批專職技術人員和科技人才。產品開發采用計算機輔助設計,數控機床精密加工,具有較強的研發生產能力。現生產冶金、煤碳、發電、化工、鐵路、紡織等各行業。產品共十大系列,2千余種規格。還可以根據客戶要求開發生產其它異型產品。精儀工量具在發展中,以技術為先導,培養了大批專職技術人員和科技人才。產品開發采用計算機三維設計,具有較強的開發能力。現在產冶金、煤碳、發電、化工、鐵路、紡織、等各行企業所用鑄件等。 如若了解更多,請進:http://www.hbjylj.com
本網頁所展示的有關【研磨平板平臺華北量具的老大哥_圓度儀_泊頭精儀工量具制造廠】的信息/圖片/參數等由悠牛網的會員【泊頭精儀工量具制造廠】提供,由悠牛網會員【泊頭精儀工量具制造廠】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【研磨平板平臺華北量具的老大哥_圓度儀_泊頭精儀工量具制造廠】有關的信息/圖片/價格等及提供【研磨平板平臺華北量具的老大哥_圓度儀_泊頭精儀工量具制造廠】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對悠牛網的關注與支持!

![]() 400-6352-900
400-6352-900











