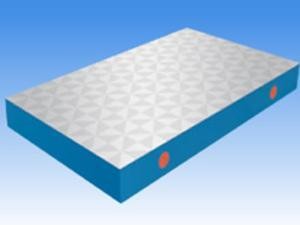
劃線平板/劃線平臺品質不一般啊。劃線平板/劃線平臺材質:高強度鑄鐵HT200-300工作面硬度為HB170-240,經由兩次人工處理(人工退火600度-700度和天然時效2-3年)使用該產品 的精度不亂,耐磨機能好。
劃線平板/劃線平臺精度:按國家尺度計量檢定規程執行,分別為0、1、2、3四個等級。
劃線平板/劃線平臺規格:200x200—3000x6000,大于此規格的劃線平臺可以按圖紙訂做。
劃線平板/劃線平臺鑄造碾砂過程的控制:型砂的性能將直接影響鑄件的質量,因此,型砂應該具有良好的透氣性,濕強度、流動性、可塑性和退讓性等。嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進行約5h左右調勻。調勻后進行過篩、打松后再用,使型砂具有松散性,以提高透氣性、流動性等。劃線平板的表面磨削方法:劃線平板(劃線平臺)加工工藝:實型模型及工裝→實型鑄造→鑄件人工時效處理→粗加工→二次人工時效→精加工→人工刮研→檢驗合格→包裝。劃線平板(劃線平臺)的表面需要很平整,精度在3級以上,改進劃線平板的表面加工工藝。用磨削代替刮研進行精加工。工藝路線為:粗刨一精刨一時效一粗磨一半精磨一精磨。按常規磨削鑄鐵應選用碳化硅砂輪,但因碳化硅本身質脆,易崩碎顆粒成針狀,修整時難以形成等高微刃,磨削時會使切削力增加,難以達到低的粗拙度,而剛玉類砂輪具有較高的機械強度,顆粒不易碎裂,易形成等高微刃,因此在平尺磨削中我們選用了白剛玉砂輪。砂輪的硬度選用K級。太硬則自銳性差,磨粒鈍化后不易脫落,繼承磨削就會增加磨削力和磨削熱,使表面粗拙度變大,零件變形增加,太軟且常會泛起磨削不平均等現象。砂輪的粒度粗磨時選 40#,以進步效率,精磨時選80#,以保證其表面精度要求。售后服務承諾:1、對售出產品實行三包,在三包期內,如出現由產品制造質量引起的問題工廠包修、包換、包退;對由于其它原因造成的問題,工廠積極協助用戶解決問題,以保證產品及時投運,把事故損失降低到最低程度。2、重大設備的安裝、調試,現場技術服務由副總工程師為首的技術專家自帶隊上門服務,以解決用戶的各種問題。重點工程派駐工地代表。還可以根據客戶要求開發生產其它異型產品。精儀工量具在發展中,以技術為先導,培養了大批專職技術人員和科技人才。產品開發采用計算機三維設計,具有較強的開發能力。現在產冶金、煤碳、發電、化工、鐵路、紡織、等各行企業所用。要生產:劃線平臺,鑄鐵平板,v型鐵,彎板等系列產品, 如若了解更多,請進:http://www.hbjylj.com